技術情報
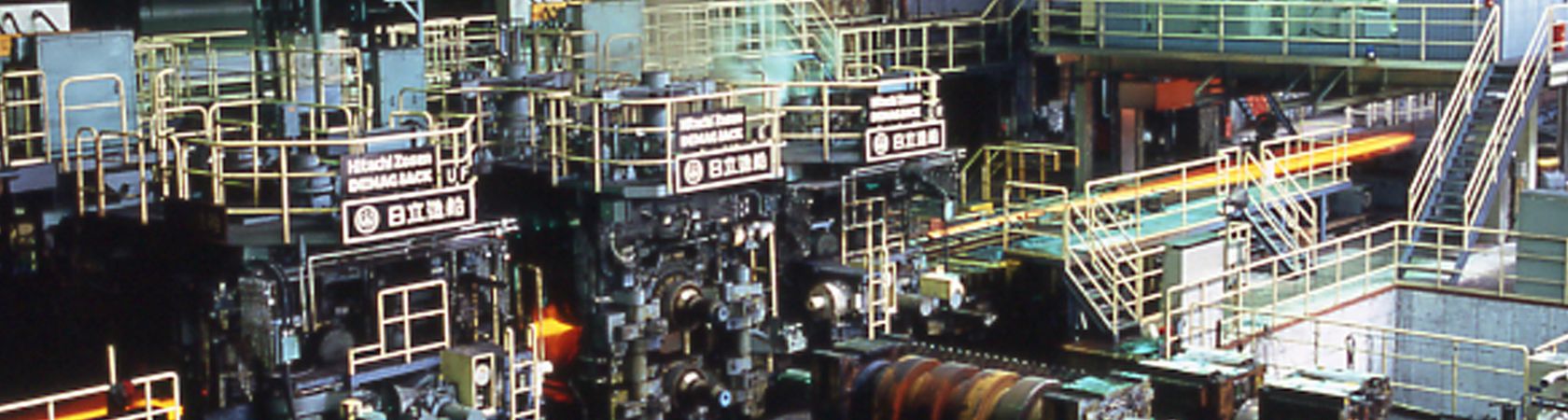
タンデム圧延技術
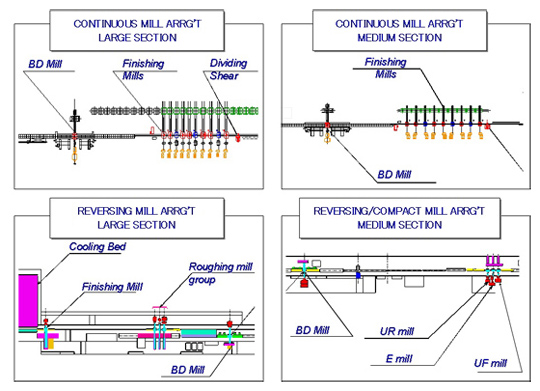
複数台の圧延機(2HIミル、ユニバーサル圧延機)を孔形の数だけ直列に配置し、非可逆方式にて圧延を行うことによって生産性の高い圧延を行うことが可能です。中小形形鋼圧延へ適用されることが多い方式です。形替えはロールをスタンドごと入替えるスタンド交換方式が主流です。
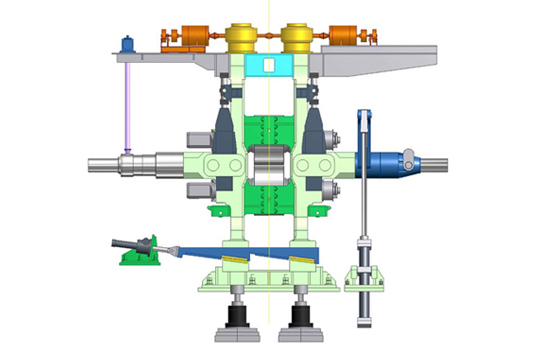
リバース圧延技術
2台から3台のユニバーサル圧延機と2HI圧延機を組み合わせて形鋼を製造する圧延方式で、生産効率は下がりますが、スペース効率に優れ生産ラインをコンパクトに構成出来ます。中、大形形鋼圧延に適用されることが多く、形替えはロールのみを引出し、入替えるロール交換方式又はスタンド交換方式となります。
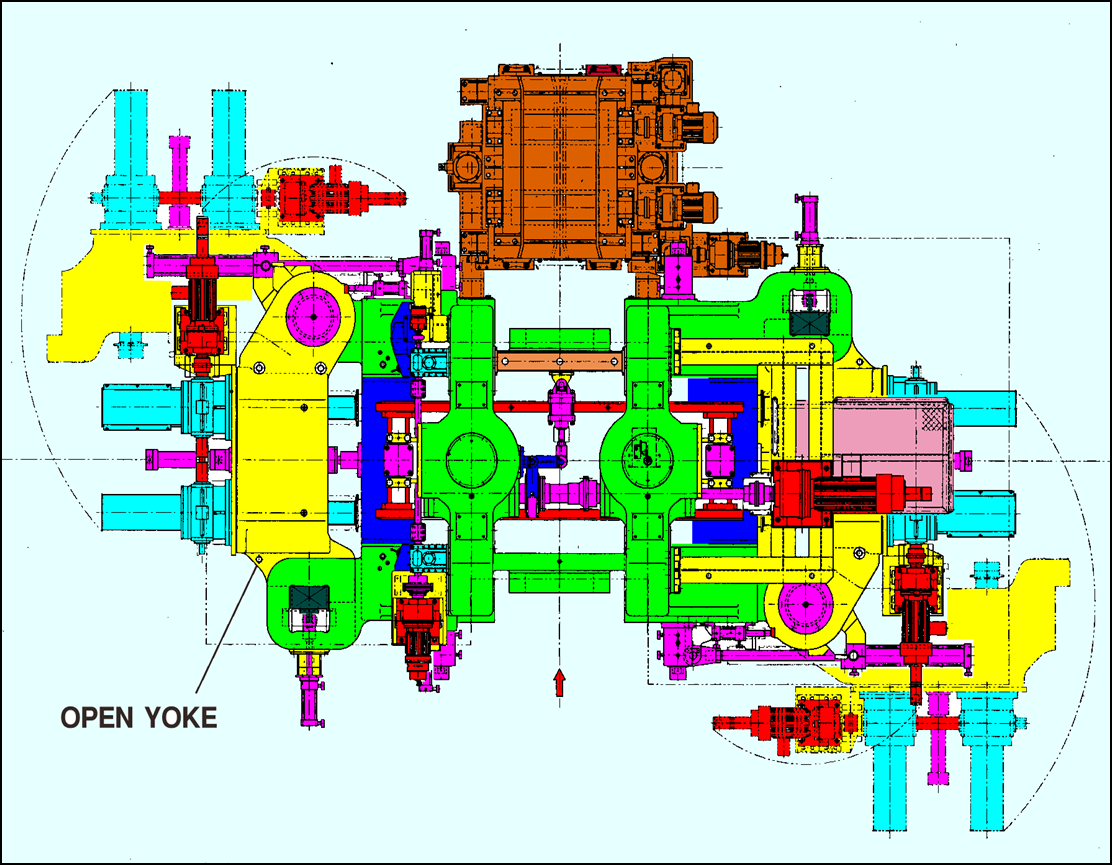
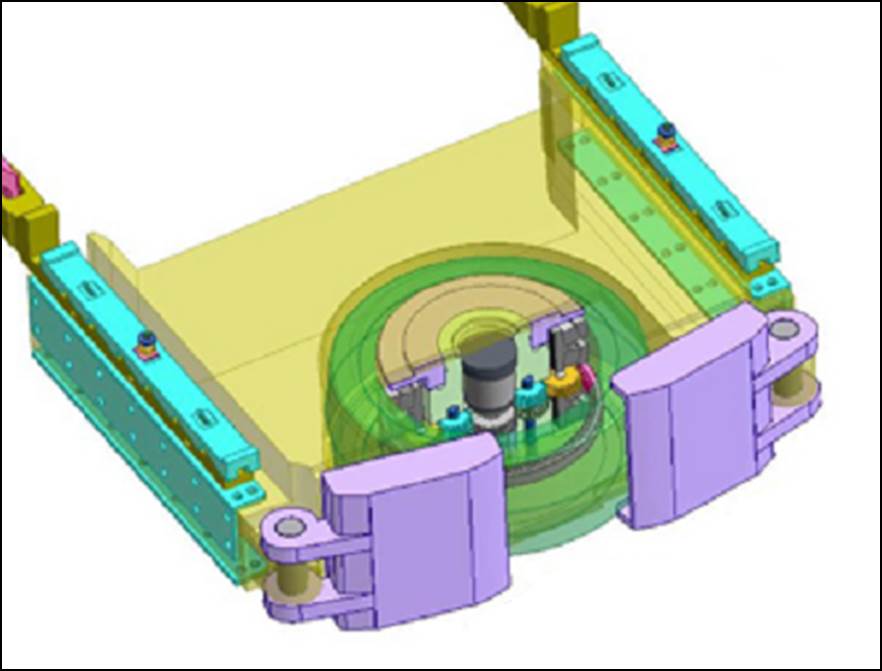
スイングオープンヨーク装置
ロール交換方式のユニバーサル圧延機において、ロール交換を迅速に行うために、ロール引出側のヨークをスイング形式で開閉する装置です。 ロール交換時間の短縮に寄与できます。
油圧圧下装置
形鋼では従来電動スクリュー圧下方式にてロールギャップを調整する方式が主流でしたが、近年の形鋼寸法公差の向上要求に伴い、より厳密にロールギャップの管理を行う必要が生じてきました。油圧圧下制御は理論上ミル定数を無限大にすることが可能であり、プロファイルメータと組合せ、自動油圧圧下制御を行うことにより、形鋼の寸法精度向上に寄与できます。
スタンドパスライン調整装置
ユニバーサル圧延機では非圧延材料は常にスタンド中心を通過するように材料を案内する必要があります。従来は圧延機の前後テールを昇降させることによって材料をスタンドセンターにガイドしていましたが、材料がスロープを上り下りしながらロールバイトに噛み込むために形鋼寸法に悪影響を及ぼしていました。本装置はテーブル高さは水平に維持し、スタンドそのものを昇降させてテーブルにスタンドセンターを合わせる事が可能なために、非圧延材を常に水平にロールバイトに導くことが可能です。
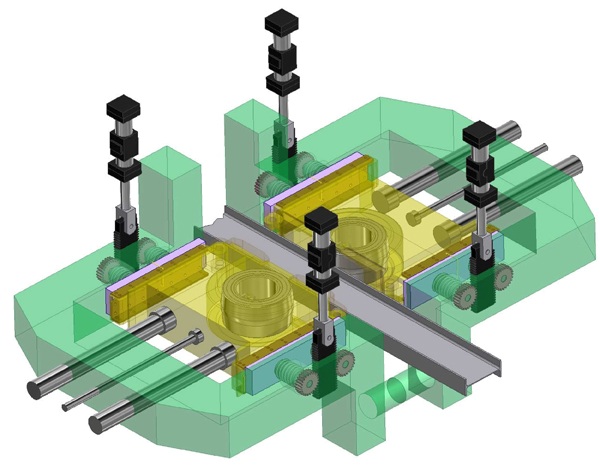
Vロールオフセット装置
ユニバーサル圧延機において通常はVロール(竪ロール)は駆動されていません。したがってH形鋼等においてフランジ厚みに強圧下をかけようとする際、材料が先にVロールに接触すると噛み込み不良を発生させる可能性が高くなります。本装置はVロール中心ををHロール中心に対して圧延方向下流側にオフセットさすることにより、材料が先にVロールに強く当たることを軽減する装置であり、フランジの強圧下を可能とし、高生産性に寄与します。
Vロールドライブ装置
ユニバーサル圧延機において、主に造形の仕上げ段階に適用される場合に、圧延速度が速く、フランジの圧下量がそれ程大きくない場合には、圧延材がロールに噛み込んでVロールが圧延速度に同期して回転を始めるまでに材料とVロールの間にはスリップが生じます。このスリップは製品フランジ面へのスリップ傷となって現れます。本装置はVロールを材料噛み込みの前に定常圧延速度まで加速させておくことにより、噛み込み時のスリップを抑制し、製品表面への傷付きの抑制に寄与します。
Vチョッククランプ装置
圧延中のVチョックのガタつきを抑制し、製品の寸法精度向上に寄与します。