技術情報
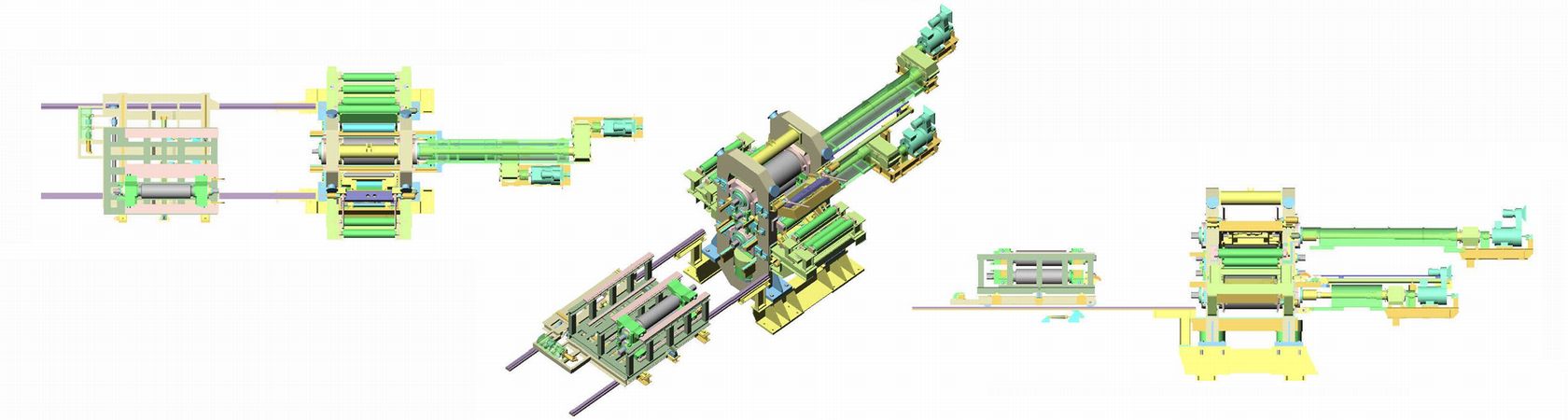
スキンパスミル、テンションレベラのコンビネーション技術
当社が最も得意とするテンションレベラとの組合せにより、スキンパスミルは機械的性質の改善・表面性状改善の役割、テンションレベラは板平坦度の向上と、効率よく役割分担しております。 コンビネーションの場合は、前後及び中央のブライドルロールの配置、ロール本数、モータ容量の決定、運転方案に考慮が必要となります。当社では、スキンパスミル、テンションレベラのコンビネーションの実績が45台あり、顧客に最適な提案を行うことができます。
インライン ステンレス用スキンパスミルの技術
オフライン用スキンパスミルの処理の省略化と、高張力下でのスキンパスミル圧延のメリットのため、ステンレス用のAPL・BALの出側には、近年においてはスキンパスミルが設置されることが一般的です。
特にステンレス材の場合は、材料、ロールに傷が入りやすいため、走間でスキンパスミルを傷を付けずに溶接部を通過させる必要があります。
このため当社では、走間で溶接点を通過させる技術を有し、実際に多くの納入実績を持ちます。
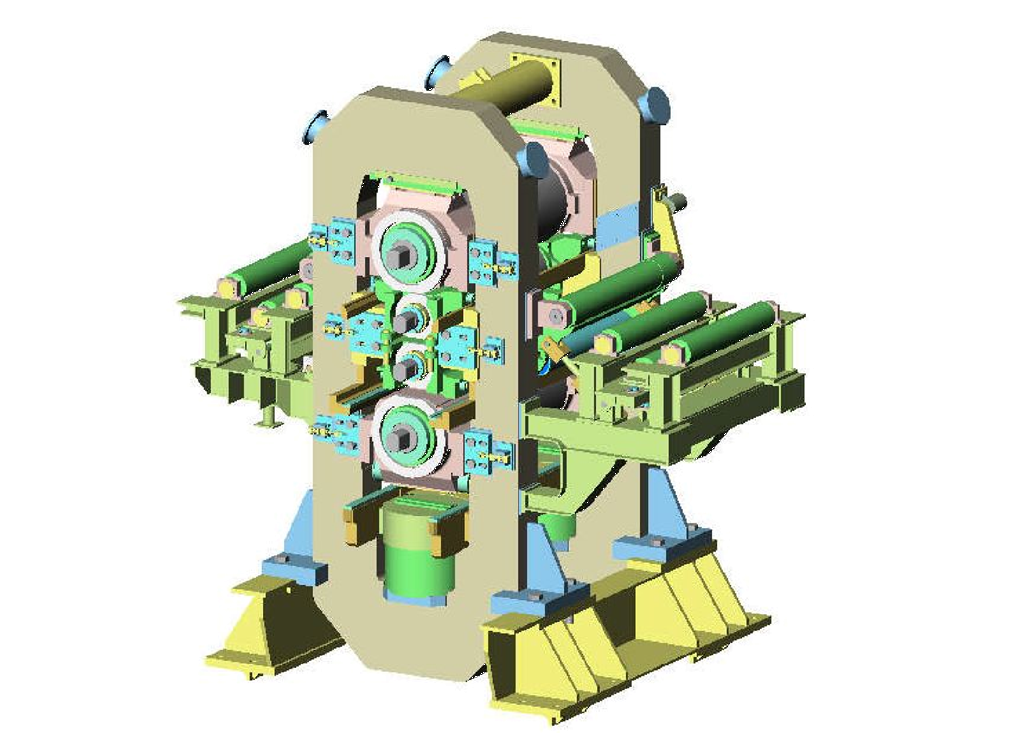
高精度伸率制御を可能にした、ブライドルロールの機械式駆動技術
差動減速機を使用し、主モータと伸率モータの2台のモータにて、個別駆動に対して30倍~50倍の伸率制御精度を得られる駆動装置です。
昨今、モータの回転数精度は向上しておりますが、安定した伸率制御が必要なラインには、この技術が使用されております。